


全国服务热线:
400-0013-139
硬质合金生产,精密钨钢加工
株洲硬质合金专业生产厂家,提供精密钨钢加工非标定制








株洲三鑫硬质合金生产有限公司
株洲硬质合金专业生产厂家,提供精密钨钢加工非标定制 国家高新技术企业,硬质合金生产钨钢加工形位公差0.001
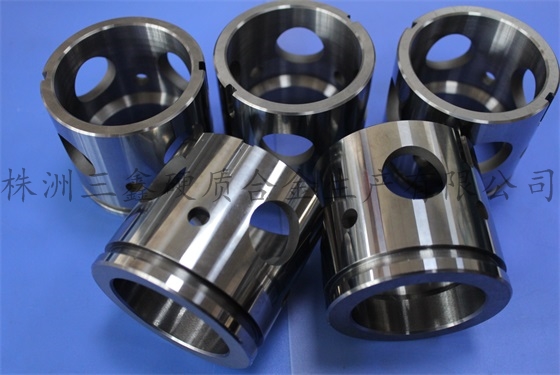
硬质合金球阀球芯阀芯阀套阀座生产加工 钨钢砂轮杆轮轴活塞管柱塞螺纹精密定制
硬质合金刀具钨钢刀片合金切刀生产批发 硬质合金模具精密加工钨钢模芯凹模凸模
|

|
客户见证
CUSTOMER TESTIMONIALS



|


|



|
硬质合金生产厂家,精密钨钢定制加工
株洲三鑫硬质合金生产有限公司

株洲三鑫硬质合金精密加工钨钢刀具钨钢模具
硬质合金刀具、刀片、切刀非标定制生产,钨钢模具、钨钢模芯、钨钢凹模、钨钢凸模、钨钢冲模、钨钢成型模、钨钢道轮、钨钢滚轮、钨钢封边轮等精密钨钢模具定制加工






硬质合金产品新闻资讯
株洲三鑫硬质合金生产精密钨钢加工定制相关信息
|
|

三鑫精密加工百科
|
硬质合金常见问题
|

以诚信
塑造品质
以服务
树立品牌
以品质
赢得竞争
以专业
领跑行业

株洲硬质合金生产地址:湖南省株洲市芦淞区白关镇中学路8号
广东销售中心营销地址:广东省中山市小榄镇五金机电城25栋
办公电话:0760-22552583 免费服务热线:400-0013-139
工作QQ:909601601 手机微信:13570890619
电子邮箱:13570890619@163.com


手机网站